NMTB Tool Holders Explained
 NMTB is one of the older steep-taper tool holder standards you will still find on manual mills, knee mills, and older NC machines. The name comes from the National Machine Tool Builders’ Association, the industry standards group that defined the interface. That association no longer exists under that name, and its standards work was carried into the modern machine-tool industry through AMT. So when a print or a tool crib label says NMTB, it points at the standard, not at an association. The holder itself is a steel toolholder cut to that standard.
NMTB is one of the older steep-taper tool holder standards you will still find on manual mills, knee mills, and older NC machines. The name comes from the National Machine Tool Builders’ Association, the industry standards group that defined the interface. That association no longer exists under that name, and its standards work was carried into the modern machine-tool industry through AMT. So when a print or a tool crib label says NMTB, it points at the standard, not at an association. The holder itself is a steel toolholder cut to that standard.
If a shop full of NMTB holders is in your way during a move to newer CNC equipment, the short version is this: NMTB is largely legacy tooling today, and there is a buyer for it. THE pays cash for used and surplus tool holders, and you can sell your used tool holders as a lot instead of letting them sit on a shelf. The detail below explains where NMTB fits, how it differs from CAT and BT, and why so many of these holders are getting retired.
NMTB vs Quick-Change: Two Different Things
A common mix-up is treating NMTB and Quick-Change as the same thing. They are not. NMTB is a steep-taper toolholder standard, the interface between the holder and the machine spindle. Quick-Change, such as the Erickson Quick-Change system, is a separate adapter family that mounts into an NMTB-style spindle so an operator can swap tooling faster than threading each holder in and out by hand. The adapter sits in the spindle, and the tooling then locks into it with a quarter-turn collar instead of a drawbar. So Quick-Change runs on top of an NMTB spindle, it does not replace the NMTB standard. Calling NMTB “another name for Quick-Change” is wrong, and it leads to the wrong parts being ordered.
How NMTB Holders Are Retained
 The defining feature of NMTB is how it is held in the spindle. An NMTB holder is retained by a threaded drawbar. A drawbolt threads into tapped threads at the back of the NMTB shank and pulls the holder up tight into the spindle taper. To change a tool, the operator loosens the drawbar, taps the holder loose, fits the next one, and threads the drawbar back down. It holds well, but it is manual and slow.
The defining feature of NMTB is how it is held in the spindle. An NMTB holder is retained by a threaded drawbar. A drawbolt threads into tapped threads at the back of the NMTB shank and pulls the holder up tight into the spindle taper. To change a tool, the operator loosens the drawbar, taps the holder loose, fits the next one, and threads the drawbar back down. It holds well, but it is manual and slow.
That manual threaded-drawbar retention is the reason NMTB was superseded for production CNC work. CAT (V-flange) and BT holders replaced the threaded drawbar with a retention knob, also called a pull stud, that an automatic power drawbar grabs and releases in a fraction of a second. That single change is what makes a modern automatic tool changer possible. A machining center can swap dozens of CAT or BT tools per job with no operator at the spindle, which is something a threaded NMTB drawbar cannot do.
The 7/24 Steep Taper
NMTB uses the 7/24 steep taper, which works out to 3.5 inches of taper per foot. This is the same nominal self-releasing taper angle used by CAT (V-flange), BT, and ISO/SK holders. Because the taper angle is shared, an NMTB 40 shares the same 40-size gage geometry that defines a CAT-40 or BT-40 at the taper. The size number, 30, 40, 50 and so on, sets the gage diameter of the taper. The table below lists the standard 7/24 gage diameters for the common sizes.
| Size | Gage diameter | Typical machine |
|---|---|---|
| NMTB 30 | 1.25 in (31.75 mm) | Smaller mills, light vertical machines |
| NMTB 40 | 1.75 in (44.45 mm) | General-purpose mills, the most common size by far |
| NMTB 50 | 2.75 in (69.85 mm) | Larger, heavier milling machines |
NMTB sizes also run beyond this range, with 25, 35, 45, 55, and 60 defined for the smallest and largest machines, but NMTB 40 is the size you will run into most often in the field. For the full dimensional breakdown across the common sizes, see the NMTB 30, 40, and 50 dimensions page.
NMTB Compatibility With CAT and BT
This is where the old advice gets people in trouble. Because NMTB shares the 7/24 taper, an NMTB shank will physically seat in a matching CAT or BT spindle taper of the same size. The cone fits the cone. But seating in the taper is not the same as being interchangeable. Two things still differ. The retention differs, since NMTB pulls on a threaded drawbar while CAT and BT pull on a retention knob with an automatic drawbar, and the flange and drive-key geometry differ between the standards. So an NMTB holder is not a drop-in replacement in a modern CNC automatic tool changer, even when the taper number matches. If you are spec’ing modern tooling, look at CAT-40 and CAT-50 tool holders or, for high-speed spindles, HSK tool holders instead.
In practice, NMTB today is legacy tooling. You will see it on older manual and NC mills, knee mills, retrofitted machines, and quick-change spindle setups built decades ago. New CNC machines do not ship with NMTB spindles, which is why a shop modernizing its floor usually ends up with crates of NMTB holders, collets, and adapters it will never run again.
NMTB Face Mill Holders and Shank Adapters
 NMTB tooling comes in the same broad families you would expect. Face mill holders carry a shell mill or face mill on the working end and use an arbor screw to retain the cutter, with mounting holes on the flange to drive it. A typical NMTB 40 face mill holder runs around a 2.25 inch gage length with a flange near 4 7/8 inch diameter and four mounting holes. Dimensions vary by size and maker, so check the print against your spindle before buying.
NMTB tooling comes in the same broad families you would expect. Face mill holders carry a shell mill or face mill on the working end and use an arbor screw to retain the cutter, with mounting holes on the flange to drive it. A typical NMTB 40 face mill holder runs around a 2.25 inch gage length with a flange near 4 7/8 inch diameter and four mounting holes. Dimensions vary by size and maker, so check the print against your spindle before buying.
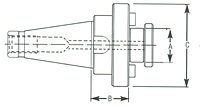 Face mill holders usually sit in a tool crib in sets, sized for the different shell mills that ran on one machine. When that machine is retired, the whole set comes off the floor at once, which is part of why NMTB tooling sells as a lot rather than piece by piece.
Face mill holders usually sit in a tool crib in sets, sized for the different shell mills that ran on one machine. When that machine is retired, the whole set comes off the floor at once, which is part of why NMTB tooling sells as a lot rather than piece by piece.
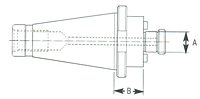 NMTB shank adapters are the other common form. These carry the NMTB taper and drive keys on the spindle end and an arbor screw or a Quick-Change interface on the working end. They are frequently used to let an NMTB spindle run Erickson Quick-Change tooling, so the operator gets a faster tool change on an older machine without replacing the spindle. The shank adapter is the part that ties the two systems together.
NMTB shank adapters are the other common form. These carry the NMTB taper and drive keys on the spindle end and an arbor screw or a Quick-Change interface on the working end. They are frequently used to let an NMTB spindle run Erickson Quick-Change tooling, so the operator gets a faster tool change on an older machine without replacing the spindle. The shank adapter is the part that ties the two systems together.
Brands and the Erickson Quick-Change Heritage
The brands tied to NMTB and Quick-Change tooling are worth knowing, because they tell you what is worth selling. Erickson Tool Company developed the Erickson Quick-Change system that runs in NMTB-style spindles. Kennametal later acquired Erickson, which is why Kennametal is the natural authority on this tooling family today and why surplus Erickson and Kennametal Quick-Change parts still trade. Other names you will see on NMTB and Quick-Change tooling include Collis, Universal, and Valenite. If you are buying or selling in this family, Kennametal tool holders are usually the benchmark for condition and value.
Retiring older mills and ending up with crates of NMTB and Quick-Change tooling? THE buys surplus tooling lots outright, no piece-by-piece listing required.
Selling Surplus NMTB Tooling
NMTB tooling rarely gets retired one piece at a time. It piles up. A shop moves an old knee mill off the floor, or swaps a bank of machines for CNC, and suddenly there is a pallet of NMTB holders, face mill arbors, collets, and Quick-Change adapters the new machines cannot use. That tooling still has value to shops running older equipment, so selling the lot to a buyer like THE clears the space in one transaction and turns dead inventory into cash.
Frequently Asked Questions
What does NMTB stand for?
NMTB stands for the National Machine Tool Builders’ Association, the industry standards group that defined the steep-taper toolholder interface. The association itself no longer exists under that name, and its standards work was carried into the modern machine-tool industry through AMT. NMTB now refers to the toolholder standard, not to an organization. The holder is a steel toolholder cut to that standard.
How are NMTB holders retained in the spindle?
NMTB holders are retained by a threaded drawbar. A drawbolt threads into tapped threads at the back of the NMTB shank and pulls the holder up into the spindle taper. Changing a tool means loosening the drawbar by hand, removing the holder, fitting the next one, and threading the drawbar back down. This manual retention is reliable but slow, which is why CAT and BT holders, which use a retention knob grabbed by an automatic power drawbar, replaced NMTB for CNC production work.
Is NMTB the same taper as CAT 40 or BT 40?
NMTB uses the 7/24 steep taper, which is 3.5 inches per foot, and that is the same nominal taper angle used by CAT, BT, and ISO/SK holders. So an NMTB 40 shares the 40-size gage geometry with a CAT-40 or BT-40 at the taper, and the shank will physically seat in a matching spindle. They are not interchangeable, though, because NMTB uses a threaded drawbar while CAT and BT use a retention knob, and the flange and drive-key geometry differ.
Are NMTB tool holders still used today?
NMTB is largely legacy tooling today. You will find it on older manual mills, knee mills, NC machines, retrofitted equipment, and quick-change spindle setups, but new CNC machining centers do not ship with NMTB spindles. They use CAT, BT, or HSK instead because those interfaces support fast automatic tool changes. As shops modernize, NMTB tooling is steadily being retired.
Can I sell old NMTB tool holders?
Yes. Used and surplus NMTB holders, face mill arbors, collets, and Quick-Change adapters still hold value to shops that run older equipment, so they are worth more sold than scrapped. When a shop retires older mills or switches to CNC, the leftover NMTB tooling can be sold as a single lot to a tooling buyer rather than left to sit in the tool crib. Selling the lot clears the space and turns dead inventory into cash.