CNC Cutting Tools: Types, Materials, and Uses
Computer Numeric Control (CNC) machines are computer-driven, high-precision tools that repeat the same movements with tight accuracy. The technology traces back to the 1940s and 50s, when numerically controlled machines first reached industry, and it now runs in nearly every manufacturing sector. The tool that actually removes metal sits in a holder at the end of the spindle, so picking the right cutting tool, in the right material, drives the quality of the finished part.
Which cutting tool you reach for depends on three things: the machine, the operation, and the workpiece material. Before getting into the tools themselves, it helps to know the main families of CNC machines that run them.
Five Main Types of CNC Machines
There are five broad types of CNC machines in common use. The cutting tools they run differ by machine, by the part being made, and by the precision the job calls for.
CNC Milling Machines
Mills are the most common CNC machines on a shop floor. The control reads a program, usually written in G-code, and drives a rotating cutter through the workpiece. The spinning tool removes metal to cut a part to shape and size. Compared with a manual mill, a CNC mill holds far tighter accuracy and repeats the same part run after run.
CNC Routers
Like a manual router, a CNC router cuts wood, plastic, steel, aluminum, foam, and composite. The numeric control lets it produce more complex shapes and prototypes in less time. Most industrial routers are 3-axis machines, while more involved work uses 4-axis, 5-axis, and 6-axis machines.
CNC Lathes
A lathe spins the workpiece against a stationary tool, the reverse of a mill. That spinning action makes it the right machine for round parts: shafts, bushings, and other cylindrical or conical shapes. CNC control gives the lathe precise, repeatable cuts.
CNC Plasma Cutters
A CNC plasma cutter uses a plasma torch to cut conductive metals such as steel. The machine forces gas through a small nozzle and energizes it into plasma. The plasma runs hot enough to melt the metal, and the high-velocity jet blows the molten material out of the cut.
Electrical Discharge Machines (EDM)
EDM removes metal with controlled electrical sparks rather than a cutting edge, so it works on hardened metals that are tough to machine conventionally. The two common forms are sinker (ram) EDM and wire EDM, both used to produce precise shapes and fine detail.
CNC Cutting Tool Materials
Cutting tools are among the oldest tools humans have made, and the materials have come a long way from stone and plain iron. To cut well, a tool material has to be harder than the workpiece, hold its hardness as it heats up, resist wear, and stay chemically stable at the cutting edge. Those properties are why the tool material matters as much as the tool shape.
As a rule of thumb, a cutting tool should be meaningfully harder than the material it cuts, conduct heat away from the edge, run with low friction, and resist wear. We group cutting tools by the material they are made from.
| Material | Relative hardness | Max working temperature | Relative cutting speed | Relative cost | Typical use |
|---|---|---|---|---|---|
| Carbon steel | Low | Around 200 C | Low | Lowest | Low-speed work, twist drills, form and milling cutters, light turning |
| High-speed steel (HSS) | Moderate | Around 600 C | Moderate | Low to moderate | Drills, taps, end mills, general shop tooling |
| Cemented carbide | High | Roughly 1000 C | High | Moderate to high | High-speed milling, turning, and drilling; indexable inserts |
| Ceramic | Very high | Above 1000 C | Much higher than HSS | High | High-speed finishing of hard metals and cast iron |
| CBN / diamond (PCD) | Highest | Very high | Highest | Highest | Hardened steel (CBN); aluminum and non-ferrous, abrasive material (diamond) |
Carbon Steel
Carbon steel tools are inexpensive and suited to low-speed work. They carry roughly 0.6 to 1.5 percent carbon with small amounts of manganese and silicon. You find them in twist drills, form tools, milling cutters, and turning tools. They lose hardness as the edge heats up, which is why faster work moves to other materials.
High-Speed Steel (HSS)
 HSS is high-carbon steel alloyed with elements such as chromium, tungsten, molybdenum, and often cobalt. That mix raises hardness, wear resistance, and toughness, and it holds an edge at higher temperatures than plain carbon steel. HSS removes metal faster than carbon steel and stays the everyday choice for drills, taps, and many end mills. Surface treatments and coatings push its performance further.
HSS is high-carbon steel alloyed with elements such as chromium, tungsten, molybdenum, and often cobalt. That mix raises hardness, wear resistance, and toughness, and it holds an edge at higher temperatures than plain carbon steel. HSS removes metal faster than carbon steel and stays the everyday choice for drills, taps, and many end mills. Surface treatments and coatings push its performance further.
Cemented Carbide
 Cemented carbide is built for high-speed work. The tools are extremely hard and withstand temperatures of roughly 1000 C, well past where HSS softens. Tungsten carbide grains held in a cobalt binder form the body, often with titanium and tantalum additions. Most production turning and milling today runs on indexable carbide inserts, which is why carbide holds real resale value. Shops with surplus inserts and tooling can sell carbide tooling and inserts rather than scrap them.
Cemented carbide is built for high-speed work. The tools are extremely hard and withstand temperatures of roughly 1000 C, well past where HSS softens. Tungsten carbide grains held in a cobalt binder form the body, often with titanium and tantalum additions. Most production turning and milling today runs on indexable carbide inserts, which is why carbide holds real resale value. Shops with surplus inserts and tooling can sell carbide tooling and inserts rather than scrap them.
Ceramics
Ceramic tools are chemically inert, corrosion resistant, and run at much higher cutting speeds than HSS. They are usually based on aluminum oxide or silicon nitride. Their hardness holds at high temperature, so they suit high-speed finishing of hard materials and cast iron. They are more brittle than carbide, so they want rigid setups and steady cuts.
CBN, Diamond, and Other Tooling
Beyond these sit cubic boron nitride (CBN), polycrystalline diamond (PCD), sialon, and cermets. CBN is second only to diamond in hardness and is the go-to for finishing hardened steel. Diamond tooling excels on aluminum, copper, and abrasive non-ferrous material, but it is not used on steel because it reacts with iron at cutting temperatures.
Have surplus or used carbide inserts, end mills, or drills sitting in a tool crib? THE buys carbide tooling lots outright and pays fair value.
Common CNC Cutting Tools
Cutting tools come in many shapes and sizes for milling and turning. A few you will see on almost every job:
End Mills
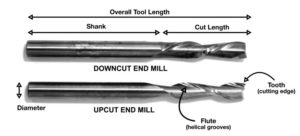 End mills are rotating tools that remove material. They look like a drill bit but cut on the side as well as the tip, so they move in any direction across a part. Some center-cutting end mills can also plunge straight down, while others cannot cut axially. The basic anatomy is the flute (the helical grooves), the cutting edges, the diameter, the shank, the length of cut, and the overall tool length. Common tip styles include:
End mills are rotating tools that remove material. They look like a drill bit but cut on the side as well as the tip, so they move in any direction across a part. Some center-cutting end mills can also plunge straight down, while others cannot cut axially. The basic anatomy is the flute (the helical grooves), the cutting edges, the diameter, the shank, the length of cut, and the overall tool length. Common tip styles include:
- Ball nose: rounded ends for 3D contour work and smooth curved surfaces.
- V-bit: a V-shaped point, commonly 60 or 90 degrees, for engraving and sharp-edged detail.
- Square (straight flute): general-purpose tools that leave clean flat-bottomed edges.
- Up-cut and down-cut: spiral tools that either pull chips up out of the cut or push them down for a cleaner top surface.
Twist Drills
Twist drills are rotary tools with two flutes and two cutting edges. The flutes carry chips out of the hole and let coolant reach the point. They are made up of three main parts: the shank, the body, and the point. They are a low-cost way to put accurate holes in a part.
Fly Cutters
A fly cutter is a single-point tool mounted in a mill. It sweeps across the face of a workpiece, taking a wide, light cut that leaves a flat, fine surface. Machinists reach for it when they want a clean facing finish over a broad area.
Cutting Fluids and Coolants
Coolant is not a cutting tool, but it does real work at the edge. Cutting fluid flushes chips out of the cut and also:
- reduces heat and thermal distortion in the workpiece,
- extends tool life,
- and improves the surface finish.
Tool Holders Connect the Cutter to the Machine
Whatever cutting tool you run, it has to be held in the spindle by a tool holder. The holder grips the tool on one end and seats into the machine taper on the other, so its quality, balance, and fit feed straight into the accuracy of the cut. THE keeps a working inventory of used and surplus holders, and shops can buy used and surplus carbide tooling at a fraction of new-tool prices. The right cutting tool in a quality holder is what turns a CNC program into an accurate part.
Frequently Asked Questions
What are the 5 main types of CNC machines?
The five main types are CNC milling machines, CNC routers, CNC lathes, CNC plasma cutters, and electrical discharge machines (EDM). Mills and lathes use rotating cutting tools to remove metal, routers cut softer materials like wood and plastic, plasma cutters melt conductive metal with a plasma torch, and EDM removes metal with controlled electrical sparks.
Carbide vs HSS: which lasts longer and when do you use each?
Cemented carbide is harder than high-speed steel and holds its edge at much higher temperatures, around 1000 C versus roughly 600 C for HSS, so carbide lasts longer and runs faster in production cutting. HSS is tougher and more forgiving of interrupted cuts, shock, and less rigid setups, which makes it a good choice for drilling, tapping, and general shop work. Most high-speed turning and milling runs on carbide inserts, while HSS stays common for drills and taps.
What is the most common CNC cutting tool material?
Cemented carbide is the most common material in modern production machining, usually in the form of indexable inserts. Tungsten carbide grains in a cobalt binder give it high hardness and heat resistance, letting it cut faster than high-speed steel. High-speed steel is still widely used for drills, taps, and general tooling where toughness matters more than top cutting speed.
Can you sell used carbide tooling and inserts?
Yes. Used and surplus carbide inserts, end mills, and drills hold real value because tungsten carbide is a recoverable, in-demand material. Tool Holder Exchange buys carbide tooling lots outright, including unused overstock and used tooling pulled from machines. Selling surplus carbide returns money on inventory that would otherwise sit in a tool crib or go to scrap.
What holds the cutting tool in a CNC machine?
A tool holder holds the cutting tool in the machine. The holder grips the tool on one end and seats into the spindle taper, such as CAT-40, CAT-50, BT, HSK, or NMTB, on the other. The holder’s accuracy, balance, and fit directly affect cut quality, so worn or out-of-tolerance holders are usually replaced rather than reused.