BT vs HSK Tool Holders: What Actually Separates Them
BT and HSK are two of the most common tool holder families you will run into on a vertical machining center. They both clamp a cutting tool, register in the spindle, and feed off the same automatic tool changer, but they do it in very different ways. BT uses a steep 7:24 taper and seats on the taper alone. HSK uses a shallow 1:10 taper with a hollow shank and clamps on both the taper and the face. That one design choice drives almost every practical difference between the two, from rigidity to top spindle speed to how each one behaves when the spindle gets hot.
If you run a shop and you have a tool crib full of HSK tool holders or older BT holders you no longer spin, that surplus has real cash value. THE buys used and surplus tooling lots outright. More on that below. First, the anatomy and the differences that matter on the floor.
Anatomy of a Tool Holder
 Whether it is BT or HSK, a tool holder (sometimes called a collet chuck or collet holder) breaks down into four parts: the retention knob (or pull stud), the taper, the V-flange, and the collet pocket. The way those parts are built and how the spindle grabs them is where BT and HSK go their separate ways.
Whether it is BT or HSK, a tool holder (sometimes called a collet chuck or collet holder) breaks down into four parts: the retention knob (or pull stud), the taper, the V-flange, and the collet pocket. The way those parts are built and how the spindle grabs them is where BT and HSK go their separate ways.
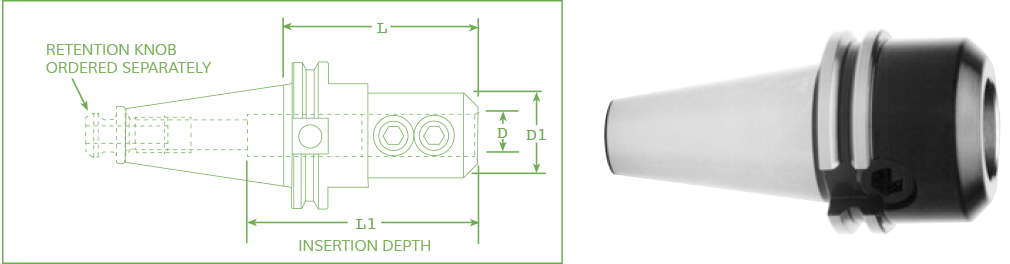
1. Retention Knob (Pull Stud)
 The retention knob keeps the tool holder seated in the spindle. The drawbar clamping set grips the knob and pulls the holder up into the spindle taper. Use the wrong knob, with the wrong angle or thread, and the holder can pull loose or fly out during a cut, which is dangerous to the operator and the machine. Many knobs are drilled through so coolant can flow through the holder for through-spindle coolant setups. This external pull stud is a BT feature. HSK holders do not use a pull stud at all, which is one of the bigger differences between the two systems.
The retention knob keeps the tool holder seated in the spindle. The drawbar clamping set grips the knob and pulls the holder up into the spindle taper. Use the wrong knob, with the wrong angle or thread, and the holder can pull loose or fly out during a cut, which is dangerous to the operator and the machine. Many knobs are drilled through so coolant can flow through the holder for through-spindle coolant setups. This external pull stud is a BT feature. HSK holders do not use a pull stud at all, which is one of the bigger differences between the two systems.
2. Taper
 The taper is the conical section that registers the holder in the spindle. A quality holder typically holds the taper to a tolerance around 0.0002 inch on both the taper and the gauge diameter. The BT taper is a steep 7:24 ratio and is comparatively long, since the taper does all the locating work. The HSK taper is a shallow 1:10 ratio and is short, because HSK leans on the flange face for axial location rather than the taper depth.
The taper is the conical section that registers the holder in the spindle. A quality holder typically holds the taper to a tolerance around 0.0002 inch on both the taper and the gauge diameter. The BT taper is a steep 7:24 ratio and is comparatively long, since the taper does all the locating work. The HSK taper is a shallow 1:10 ratio and is short, because HSK leans on the flange face for axial location rather than the taper depth.
3. V-Flange
The V-flange is the grooved collar the automatic tool changer gripper grabs when it swaps the tool between the carousel and the spindle. On a BT holder this flange is just a handling feature for the changer. On an HSK holder the flange face is also a working contact surface, which is the heart of the dual-contact design.
4. Collet Pocket
The collet pocket is the bore at the working end of the holder where the collet seats and the collet nut clamps it down onto the cutting tool shank. This part works the same on both BT and HSK; the difference is everything from the flange back to the spindle.
BT vs HSK: The Major Differences
BT holders are symmetrical about the spindle axis, which gives them good balance and predictable behavior, and they have been a shop standard for decades. HSK holders, developed in Germany and standardized under DIN 69893 and ISO 12164, were designed specifically for higher spindle speeds and tighter repeatability. The differences come down to three things: the taper, where the spindle makes contact, and how the holder is clamped.
| Feature | BT (e.g. BT30, BT40, BT50) | HSK (e.g. HSK63, HSK100) |
|---|---|---|
| Taper ratio | 7:24 (steep, self-releasing) | 1:10 (shallow, hollow shank) |
| Spindle contact | Taper only (single contact) | Taper and flange face (dual contact) |
| Clamping | Drawbar pulls an external retention knob | Internal expanding segments grip inside the hollow shank |
| Retention knob | Yes, external pull stud | No pull stud |
| Standard | JIS B 6339 / MAS 403 | DIN 69893 / ISO 12164 |
| Best fit | General milling, low to moderate rpm, high torque | High-speed and high-precision work, fast tool changes |
| Relative cost | Lower, simpler to source | Higher, more precise to manufacture |
1. Taper Ratio
The first split is the taper. HSK uses a 1:10 taper, BT uses a 7:24 taper. The steep BT taper centers the tool on the cone, while the shallow HSK taper is part of a hollow shank that expands against the spindle bore. Different geometry, different clamping logic.
2. Dual Contact
 This is the difference that matters most. An HSK holder contacts the spindle on both the taper and the flange face at the same time. That simultaneous taper-and-face contact locks the holder in two directions and kills the axial play that a single taper allows. A BT holder contacts the spindle on the taper only, so there is a small gap between the flange and the spindle nose by design. Dual contact is why HSK holds position better at speed.
This is the difference that matters most. An HSK holder contacts the spindle on both the taper and the flange face at the same time. That simultaneous taper-and-face contact locks the holder in two directions and kills the axial play that a single taper allows. A BT holder contacts the spindle on the taper only, so there is a small gap between the flange and the spindle nose by design. Dual contact is why HSK holds position better at speed.
3. Clamping and Drawbar
BT and HSK clamp in opposite directions. A BT drawbar reaches down and pulls the external retention knob, dragging the taper up into the spindle. HSK has no pull stud. Instead, expanding segments inside the spindle push outward against the inside wall of the hollow shank. As spindle rpm climbs, centrifugal force pushes those segments out harder, so an HSK actually grips tighter the faster it spins.
Have surplus or used tool holders sitting in a tool crib? THE buys tooling lots outright, BT and HSK alike.
How These Differences Show Up at High Speed
The design split between BT and HSK is easy to ignore at 6,000 rpm and impossible to ignore at 20,000. HSK gives you repeatability, accuracy, and fast tool changes, and it holds up well past the speeds where BT starts to lose its grip. BT holders do plenty of good work, but a single-taper interface starts showing limitations as spindle speed climbs into the higher ranges, roughly past 8,000 rpm depending on the holder size and balance.
A BT40 or BT50 holder is a heavy, solid piece of steel, and that mass feels reassuring on a roughing cut. The same-class HSK is lighter, which is a real advantage at high rpm because there is less rotating mass to balance and accelerate. During fast machining, the spindle shaft and taper grow from heat in both the radial and axial directions, and that is where the two systems diverge.
On a BT holder, radial growth at the spindle lets the holder draw deeper into the taper, which shifts the tool tip and costs you accuracy on the Z axis. Because the BT holder carries so much mass, it heats and grows slowly relative to the spindle, the solid taper fit loosens, and radial stiffness drops off. Lose that solid fit and you open the door to chatter.
HSK behaves differently under the same heat. The face contact sets the axial position, so thermal growth cannot pull the holder out of location the way it does with BT, and the flange-to-flange seat against the spindle nose holds the Z position. The thin HSK shank and the spindle taper tend to heat and expand at closer to the same rate, so the fit stays consistent. Add the centrifugal grip that tightens with rpm, and HSK keeps its radial and axial stiffness where BT gives some back. The result is better accuracy, repeatability, and surface finish at the top of the speed range.
HSK also comes in several forms, types A, B, C, D, E, and F, each tuned for a use case such as manual versus automatic tool change, coolant routing, or balanced high-speed work, so you can match the holder to the spindle and the job.
So Which One Should You Run?
 It is not that one is good and the other is bad. They were built for different jobs. BT holders have earned their keep on general milling and lower-speed, higher-torque work, and they are cheaper and easier to source. HSK was engineered for high-speed and high-precision machining, and it carries that performance into both high-speed low-torque cuts and low-speed high-torque work thanks to the dual contact.
It is not that one is good and the other is bad. They were built for different jobs. BT holders have earned their keep on general milling and lower-speed, higher-torque work, and they are cheaper and easier to source. HSK was engineered for high-speed and high-precision machining, and it carries that performance into both high-speed low-torque cuts and low-speed high-torque work thanks to the dual contact.
If your spindle is rated for HSK and your work demands tight repeatability and fast tool changes, HSK is the stronger choice. If you are running a general-purpose machine at moderate speeds, BT is proven and economical. Match the holder to the spindle taper your machine accepts; you cannot mix them.
If you are switching a shop over from BT to HSK, or retiring an older machine, you usually end up with shelves of holders you will never run again. That tooling holds value. THE pays for used and surplus tool holders, and we also buy carbide tooling and inserts, so a mixed lot of holders, collets, and tooling can move in one transaction instead of sitting in the crib.
Frequently Asked Questions
What is the main difference between BT and HSK tool holders?
The main difference is how each holder contacts the spindle. A BT holder uses a steep 7:24 taper and seats on the taper only, held by an external retention knob that the drawbar pulls. An HSK holder uses a shallow 1:10 taper on a hollow shank and contacts the spindle on both the taper and the flange face at the same time, clamped by expanding segments inside the shank. That dual contact gives HSK better rigidity and repeatability at high spindle speeds.
What taper ratio do BT and HSK holders use?
BT tool holders use a 7:24 steep taper, the same ratio family as CAT and NMTB holders. HSK tool holders use a 1:10 taper on a hollow shank. The BT taper is longer and does all the locating work, while the shorter HSK taper works together with the flange face to locate the holder.
Why does HSK perform better at high spindle speeds?
HSK performs better at high speed for two reasons. First, the flange face contact sets the axial position, so heat growth in the spindle cannot pull the holder out of location the way it can with a single-taper BT holder. Second, the holder is clamped by segments that grip the inside of the hollow shank, and centrifugal force pushes those segments outward harder as rpm rises, so the grip actually tightens with speed. HSK holders are also lighter than the same-class BT holder, which helps balance at high rpm.
Can I use a BT holder in an HSK spindle or the other way around?
No. BT and HSK are completely different spindle interfaces with different tapers, different clamping mechanisms, and no shared retention method. A spindle is built for one or the other. You must use the holder type that matches your machine’s spindle taper, and there is no adapter that converts a BT spindle to accept HSK or vice versa.
Are used BT and HSK tool holders worth selling?
Yes. Quality used and surplus tool holders, both BT and HSK, hold real resale value because new holders are expensive and many shops buy used to control costs. When a shop retires a machine or switches spindle types, the leftover holders, collets, and related tooling can be sold as a lot rather than scrapped or left in the crib.


{kind=link}
{kind=link}