Introduction to BT and HSK Tool Holders
HSK Tool holders and BT Tool holders are some of the best available. CNCers searching for high precision tools to enable them to craft their projects with a high degree of precision and accuracy can utilise these tooling items to their benefits.
Although tool holders and cutting tools play vital roles in any high-speed machining operations, tool holders have different types and brands. There are differences in the various brands of tool holders.
HSK tool holders, developed in Germany, are symmetrical tools aiming to help manufacturers and end users bore holes, cut through materials, and perform other forms of high-speed machining operations with top-notch quality.
BT tool holders are also symmetrical, but with greater stability and balance during high-speed operations. These tooling systems are similar in various aspects, but there are slight changes that make a big difference.
Whether BT or HSK tool holders, they generally have the same basic anatomy. You can see the key difference between BT and HSK tool holders in their anatomy.
Anatomy of Tool holders
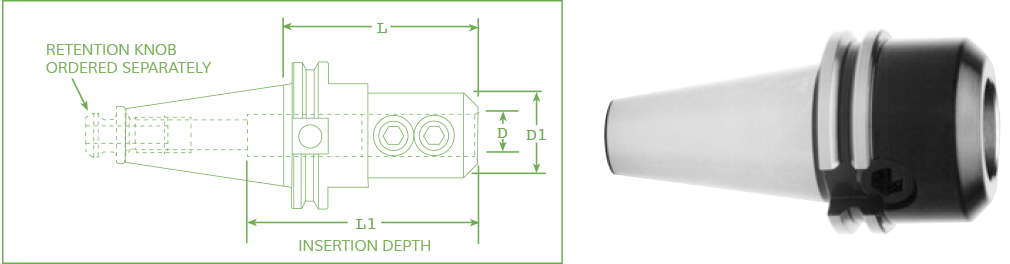 Generally, tool holders (also called collet chuck or collet holder) have four partsL the retention knobs (or pull studs), the taper, the v-Flange, and the collet pocket.
Generally, tool holders (also called collet chuck or collet holder) have four partsL the retention knobs (or pull studs), the taper, the v-Flange, and the collet pocket.
1. Retention Knobs

A retention knob keeps the tool holder in the spindle. When you use the wrong retention knob, the tool holder may fly out of the spindle during machining operations. This situation may be unsafe and dangerous to the machine operator. In some cases, retention knobs have a hollow-like pattern, allowing coolants to flow through the tool holder. During operations, the clamping set (in the spindle) holds the retention knob, pulling the tool holder up into the mouth of the spindle.
2. Taper

This is the part of the tool holder that has a conical shape. Normally, the taper has a tolerance level of 0.0002″ for both the outer diameter tolerance and the taper tolerance. Usually, the taper’s of the HSK tool holders are relatively shorter than that of BT holders.
3. V-Flange
This is the part of a tool holder that locks into the automatic tool changer during machining operations, especially when the tool moves in a to-and-fro pattern from the tool changer to the spindle.
4. Collet Pocket
This is the part of the tool holder where the collet goes in and collet nuts secure it.
BT and HSK Tool Holders – The Major Differences
HSK tool holders are widely used across the United States. Despite its popularity and high market acceptance, this tool holder is widely misunderstood. Users fail to grasp the full potential and application of HSK tool holders.
Unlike HSK tool holders, whose full functionality is not understood, BT Tool holders have high market acceptance, and they’re symmetrical in the spindle axis. That makes BT tool holders have great balance and stability during high-speed machining operations.
Some of the basic difference between HSK and BT Tool Holders are:
1. Taper:
One of the basic difference between BT and HSK tool holders is the taper ratio. The HSK tool holders have a 1:10 taper while the BT ones use a 7:24 taper.
2. Dual Contact Point:

The dual contact nature of HSK tool holders is really striking. The spindle contacts with the taper and flange, while BT holders have the spindle in contact with the taper alone.
3. The positioning of the Drawbar:
The drawbar fingers in HSK tool holders are inside the shank while in the BT tool holders they are wrapped about the exterior surface of the retention knob as it holds the tool holder inside the spindle.
Manifestation of these Major Differences During High-Speed Machining
HSK tool holders offer repeatability, accuracy, and fast tool-changing. Although BT holders are of great value, they show some limitations at a high spindle speed of 8,000 rpm.
The BT heavyweight of 40 or BT 50 tool holders offers some sense of security while an HSK adapter of the same dimension is relatively lighter. Notwithstanding, the lightness of HSK tool holders is of great benefit during high rotational motions, making them outperform BT holders during high-speed machining operations. During high-speed machining, radial and axial heat growth occur at the spindle shaft and taper.
In the BT holder, radial growth occurs, pulling the tool holder deeper into the taper. This leads to a loss of accuracy on the Z-axis. Due to the hefty mass of the BT tool holder, heat growth is slow, causing the loss of a solid fit and radial stiffness of the taper. The gradual loss of the solid fit gives way to the development of chatter (or resonance).
When HSK tool holders are subjected to thermal effects, the retention system cannot pull the HSK adapter from its place. This is due to the axial location of the HSK adapter and the flange-to-flange connection with the spindle nose. In addition, the HSK taper shank and the spindle taper tend to heat and grow evenly.
Unlike BT holders, the high-speed rotation has a positive impact on HSK tool holders as their grip increase as rotational speed does, which leads to a corresponding increase of the centrifugal force.
Ultimately, HSK tool holders have better radial and axial stiffness, leading to high accuracy, repeatability, and top-notch surface finishing.
With HSK tool holder types A, B, C, D, E, and F, users have a wide variety of options for a specific project.
Conclusion – BT or HSK Tool Holders?

BT tool holders have served us well in the past in several low-speed cutting projects.
On the other hand, HSK tool holders are high-speed machining tools designed for the future as they’re of immense value for both low speed/high torque applications and high speed/low torque applications.
Although each tool holder has a unique design with its advantages and disadvantages, HSK tool holders are a better choice for manufacturers and end users looking for tool holders with greater precision and accuracy.
Either way you decide, if you want to buy HSK tool holders or BT tool holders, we’ve got you covered! Just fill out the form on the right!


{kind=link}
{kind=link}